
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

लेजर कटिंग मशीनों में गलत सर्कल कटिंग के लिए विश्लेषण और समाधान
2025-02-18
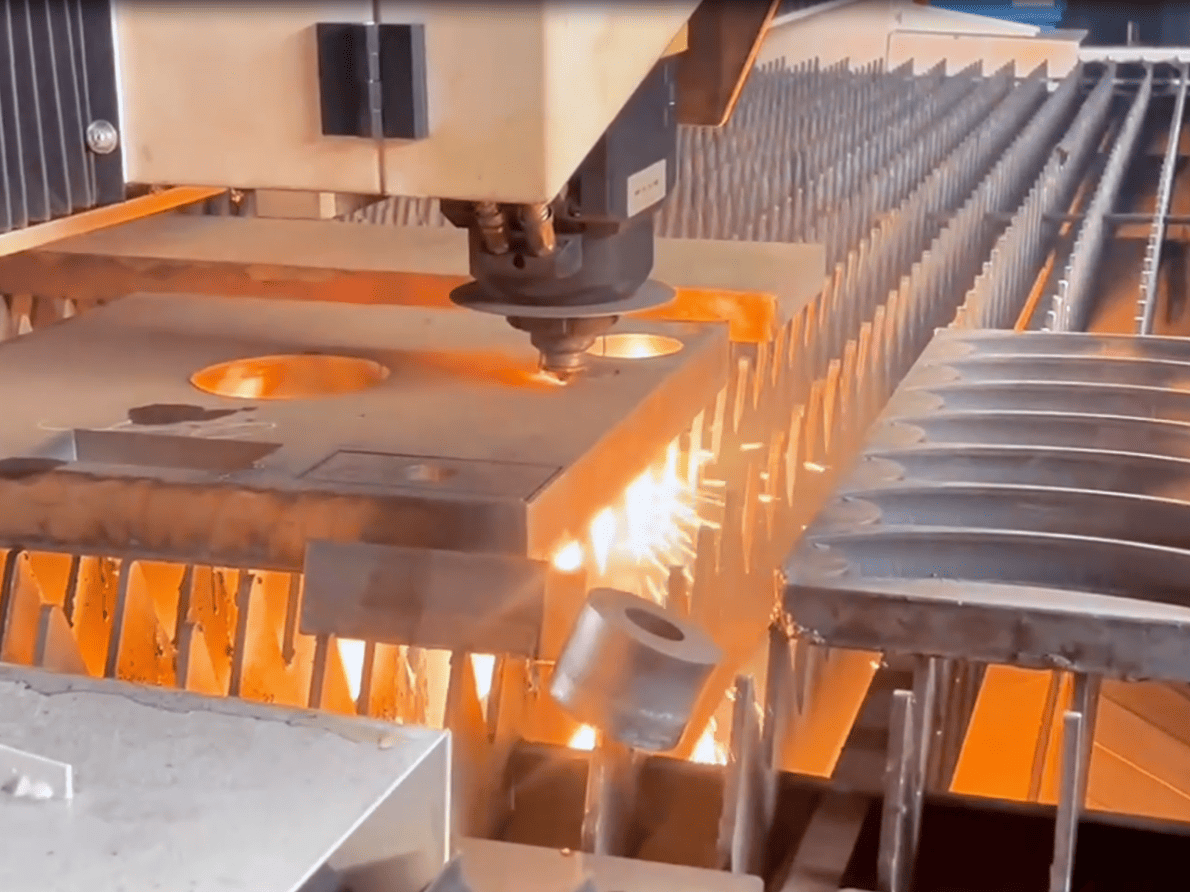
लेजर कटिंग तकनीक अपनी उच्च परिशुद्धता और दक्षता के कारण विनिर्माण उद्योग में एक अपरिहार्य प्रसंस्करण उपकरण बन गई है। हालांकि, व्यावहारिक अनुप्रयोगों में, सर्किलों का मुद्दा पूरी तरह से राउंड नहीं किया जाता है, अक्सर होता है। विश्लेषण के माध्यम से, यह पाया गया है कि लेजर कटिंग मशीनों में गलत सर्कल काटने की घटना विभिन्न कारकों से संबंधित है, विशेष रूप से मशीन ट्रांसमिशन घटकों के पहनने, प्रकाश की तीव्रता के अनुचित समायोजन, हार्डवेयर मुद्दों और वायु दबाव सेटिंग्स। यह लेख इन सामान्य समस्याओं का विस्तार से पता लगाएगा और उपयोगकर्ताओं को लेजर कटिंग गुणवत्ता में सुधार करने में मदद करने के लिए प्रभावी समाधान प्रदान करेगा।
लेजर कटिंग मशीनों में गलत सर्कल कटिंग के मुख्य कारण
प्रकाश की तीव्रता का मिसलिंग
एक लेजर कटिंग मशीन का काटने का प्रभाव प्रकाश की तीव्रता से निकटता से संबंधित है। यदि प्रकाश की तीव्रता को ठीक से समायोजित नहीं किया जाता है, तो यह कट के अंतिम खंड में परिणाम हो सकता है कि शुरुआती बिंदु के साथ ठीक से संरेखित न हो। यह आमतौर पर अधिकतम और न्यूनतम प्रकाश तीव्रता के बीच 5% से अधिक अंतर के कारण होता है, या अत्यधिक गति के कारण फ्रेम स्किपिंग होता है, जिससे कटिंग पथ में विचलन होता है।
समाधान:काटने से पहले, सुनिश्चित करें कि प्रकाश की तीव्रता को ठीक से समायोजित किया जाता है, 5%के भीतर अधिकतम और न्यूनतम प्रकाश तीव्रता के बीच अंतर रखते हुए। इसके अतिरिक्त, गति में तेजी से बदलाव के कारण फ्रेम स्किपिंग मुद्दों से बचने के लिए कटिंग गति को उचित रूप से समायोजित करें।
हार्डवेयर मुद्दे: ऑप्टिकल सिस्टम और नोजल निरीक्षण
लेजर कटिंग की गुणवत्ता भी ऑप्टिकल सिस्टम से प्रभावित होती है। यदि लेंस, दर्पण, या नलिका गंदे, क्षतिग्रस्त या पहने हुए हैं, तो लेजर बीम ठीक से ध्यान केंद्रित नहीं कर सकता है, जिससे सटीकता को प्रभावित किया जा सकता है और परिणामस्वरूप गलत गोलाकार कटौती होती है।
समाधान:नियमित रूप से लेजर लेंस और नोजल सहित ऑप्टिकल घटकों का निरीक्षण और स्वच्छ, यह सुनिश्चित करने के लिए कि वे गंदगी या क्षति से मुक्त हैं, और लेजर बीम का उचित ध्यान बनाए रखें।
ब्लोआउट के लिए अनुचित हवा का दबाव
ब्लोआउट सिस्टम का वायु दबाव कटिंग गुणवत्ता में महत्वपूर्ण भूमिका निभाता है। यदि हवा का दबाव बहुत कम है, तो किनारे की गुणवत्ता को प्रभावित करते हुए, किनारे की स्लैग और कार्बोज़ाइजेशन हो सकता है। दूसरी ओर, यदि हवा का दबाव बहुत अधिक है, तो यह ब्लोआउट्स को जन्म दे सकता है और वर्कपीस को नुकसान पहुंचा सकता है।
समाधान:ब्लोआउट परीक्षण के दौरान, पूरे काटने की प्रक्रिया में स्थिर दबाव सुनिश्चित करने के लिए हवा के दबाव को उचित रूप से समायोजित करें। हवा के दबाव को बढ़ाएं यदि यह बहुत कम है, और इसे कम करें यदि यह बहुत अधिक है, तो सबसे अच्छा ब्लोआउट प्रभाव प्राप्त करने के लिए।
ढीले काटने वाले सिर और यांत्रिक मुद्दे
एक ढीला कटिंग हेड और मैकेनिकल ट्रांसमिशन घटक विफलताएं, विशेष रूप से कमी गियर और रैक सिस्टम में, अक्सर गलत परिपत्र कटिंग के मूल कारण होते हैं। अन्य मुद्दे, जैसे कि एक्सवाई एक्सिस गाइड रेल में ढीलापन, स्लाइडिंग ब्लॉक, सर्वो प्रणाली की अपर्याप्त कठोरता, या अपर्याप्त स्नेहन, सीधे कटिंग सटीकता को भी प्रभावित करते हैं।
समाधान:नियमित रूप से कटिंग हेड स्क्रू के कसने का निरीक्षण करें और यह सुनिश्चित करें कि कमी गियर और रैक के बीच कोई अंतर नहीं है। यांत्रिक परिशुद्धता सुनिश्चित करने के लिए XY एक्सिस गाइड रेल और स्लाइडिंग ब्लॉक को चिकनाई और बनाए रखें। इसके अतिरिक्त, सुनिश्चित करें कि कटिंग प्रक्रिया के दौरान मिनट की त्रुटियों से बचने के लिए सर्वो प्रणाली में पर्याप्त कठोरता है।
XY अक्ष desynchronization
XY कुल्हाड़ियों के बीच सिंक्रनाइज़ेशन लेजर कटिंग में महत्वपूर्ण है। यदि XY कुल्हाड़ियों को सिंक्रनाइज़ नहीं किया जाता है, तो यह सीधे कटिंग सटीकता को प्रभावित करेगा और परिपत्र कट में विचलन का नेतृत्व करेगा।
समाधान:यह सुनिश्चित करने के लिए नियंत्रण प्रणाली की जाँच करें कि XY अक्ष सिंक में आगे बढ़ रहे हैं। Desynchronization को रोकने के लिए ड्राइव सिस्टम में आवश्यक समायोजन करें।
असमान समर्थन बार और सामग्री आंदोलन
यदि सामग्री को कटिंग प्रक्रिया के दौरान समर्थन तालिका पर सुरक्षित रूप से नहीं रखा जाता है, या यदि समर्थन बार असमान हैं, तो यह सामग्री को काटने के दौरान शिफ्ट करने का कारण बन सकता है, कटिंग सटीकता को प्रभावित करता है, विशेष रूप से परिपत्र काटने में।
समाधान:सुनिश्चित करें कि सामग्री को समर्थन सलाखों पर सुरक्षित रूप से तय किया गया है और यह कि सतह किसी भी सामग्री आंदोलन से बचने के लिए स्तर है जिसके परिणामस्वरूप विचलन काटना हो सकता है।
लेजर कटिंग मशीनों में गलत सर्कल कटिंग का मुद्दा आमतौर पर हार्डवेयर मुद्दों, अनुचित कटिंग मापदंडों, अनुपयुक्त वायु दबाव और अपर्याप्त यांत्रिक प्रणाली परिशुद्धता के कारण होता है। उपयोगकर्ताओं को नियमित रूप से उपकरण के सभी घटकों की जांच करनी चाहिए और इष्टतम काटने के प्रदर्शन को सुनिश्चित करने के लिए सामग्री और कटिंग आवश्यकताओं के आधार पर मापदंडों को समायोजित करना चाहिए।
हमसे संपर्क करें:
Huawei लेजर उपकरण विनिर्माण कंपनी, लिमिटेड।
ईमेल: huaweilaser2017@163.com
वेबसाइट: www.huwei-taser.com
हुआवेई लेजर,लेजर कटिंग उपकरण के एक प्रमुख निर्माता के रूप में, उपयोगकर्ताओं को उच्च प्रदर्शन, उच्च-सटीक लेजर कटिंग समाधान के साथ प्रदान करने के लिए प्रतिबद्ध है। हम न केवल उच्च गुणवत्ता वाले उपकरण प्रदान करते हैं, बल्कि उपकरणों के दीर्घकालिक स्थिर संचालन को सुनिश्चित करने के लिए व्यापक तकनीकी सहायता और सेवाएं भी प्रदान करते हैं, जिससे ग्राहकों को उत्पादन दक्षता में सुधार करने और उत्पाद की गुणवत्ता में वृद्धि करने में मदद मिलती है।


